







このシステムの主な機能は、爆発保護、マルチガス検出、およびリモートモニタリングの信頼性に重点を置いています。 Exd II CT6防爆認証は、システムが爆発性ガス混合物のある環境で安全に動作し、内部の電気的障害が発生した場合でも発火を防ぐことを保証します。 マルチガスセンサーアレイは、最大4つの異なるガスの検出をサポートし、複数の危険が存在する可能性のある複雑な工業用地を包括的にカバーします。 高精度検出技術により、誤差が2% 未満の正確な読み取り値が保証され、危険なレベルに達する前にガス漏れを早期に警告できます。 4G LTEを介したリモート通知は、安全管理者のモバイルデバイスにリアルタイムのアラートを送信し、緊急事態への迅速な対応を保証します。 さらに、IP66の防水および防塵定格は、雨、ほこり、化学水しぶきなどの過酷な産業要素からシステムを保護し、12か月のキャリブレーションサイクルはメンテナンスの頻度とコストを削減します。
この産業用警報システムは、危険な環境に対する厳しい技術基準に準拠しています。 ガス検出器のヘッドのサイズは150x120x80mm、重さは2.5kgで、化学物質への暴露に耐える耐腐食性の304ステンレス鋼ハウジングで作られています。 検出範囲はガスの種類によって異なります。可燃性ガスの場合は0〜100% LEL、一酸化炭素の場合は0〜500ppm、水素の場合は0〜1000ppmです。 応答時間はほとんどのガスで30秒未満であり、漏れの即時検出を保証します。 システムは24V DC電源で動作し、バックアップバッテリーは停電時に8時間の連続動作を提供します。 可聴アラームは90dBに達し、産業用ノイズで確実に聞こえます。一方、視覚LED点滅アラームは、暗い場所で明確な視覚アラートを提供します。 クラウドベースの監視プラットフォームは、リアルタイムのデータ視覚化、履歴データ追跡、自動レポート生成をサポートし、産業安全規制への準拠を容易にします。
、
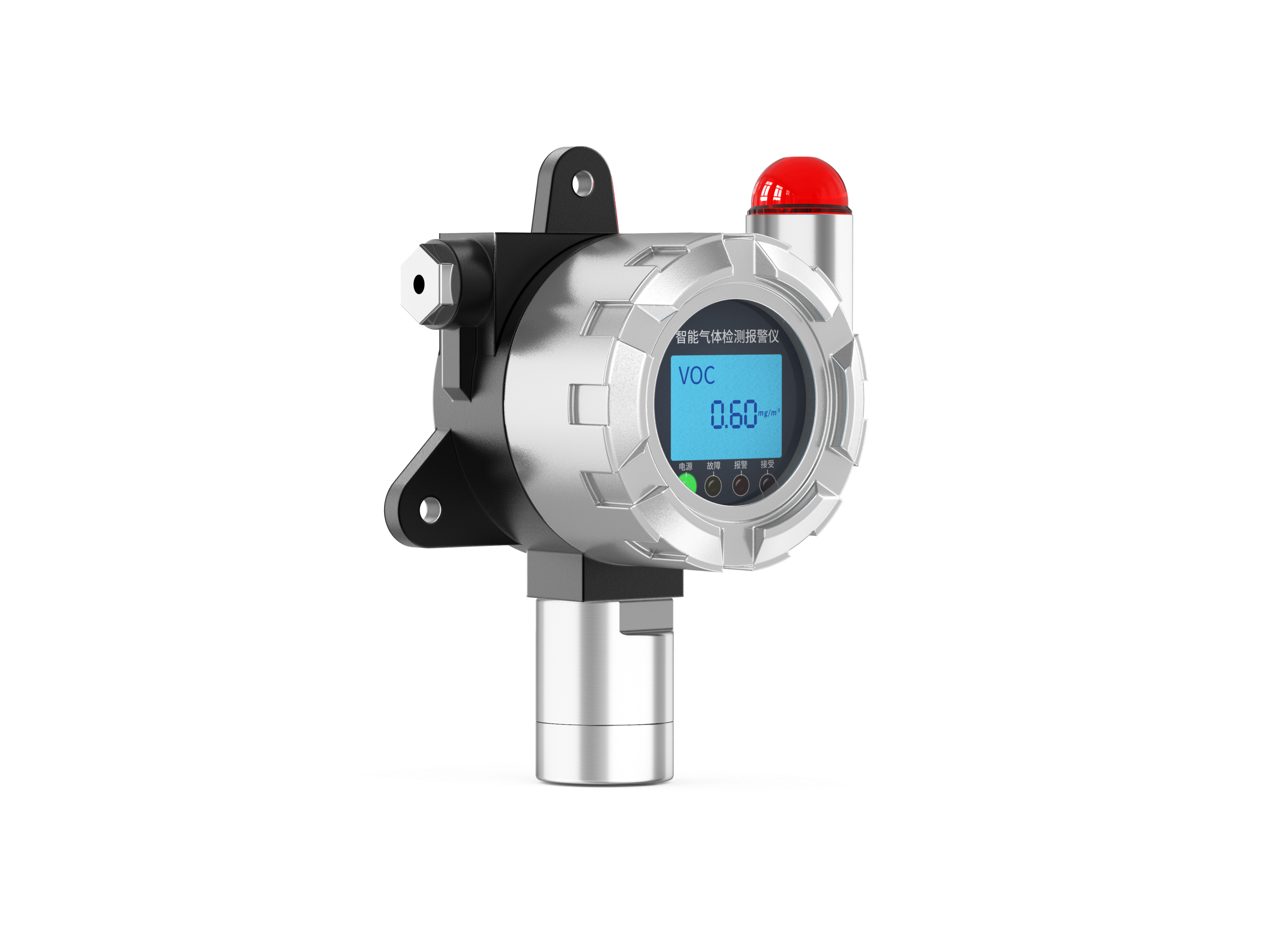
このシステムは、ガス漏れが深刻な安全上の脅威をもたらすリスクの高い産業部門向けに特別に設計されています。 石油精製所や石油化学プラントでは、貯蔵タンク、パイプライン、処理エリア内の天然ガスやLPGなどの可燃性ガスを監視して、爆発や火災を防ぎます。 炭鉱では、一酸化炭素や硫化水素などの有毒ガスを検出し、鉱山労働者を中毒や爆発のリスクから保護します。 化学製造施設は、製造および保管プロセス中に揮発性有機化合物 (VOC) およびその他の有害ガスを監視するために使用します。 また、塩辛い湿気の多い環境で確実に動作し、掘削作業でのガス漏れを検出する海洋掘削プラットフォームにも適しています。 さらに、システムを産業オートメーションシステムと統合して、ガス漏れが検出されたときに緊急シャットダウン手順を自動的にトリガーし、事故の可能性を最小限に抑え、労働者の安全を確保することができます。




















 RFQを投稿
RFQを投稿



 チャット
チャット










 すべてのカテゴリー
すべてのカテゴリー