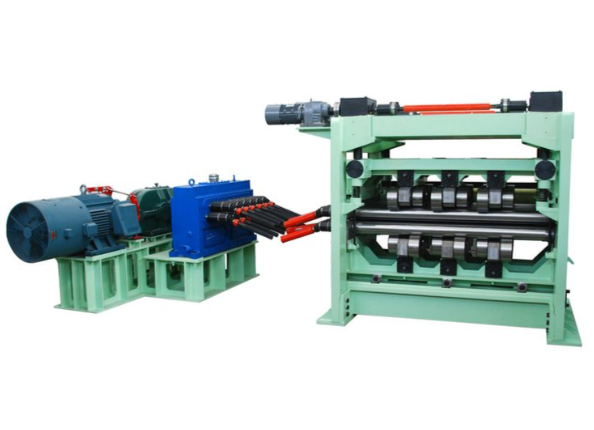








ワークロールシステムは全体としてCNC加工されており、ロールボディ全体の長さ ≤ HRC2の硬度偏差があり、矯正圧力の均一な分布を保証します。バックアップロールは、高負荷容量と半径方向のランアウト ≤ 0.01mmのために4列の円筒形ローラーベアリングを使用しています。油圧クイックオープン/クロージングメカニズムは、30秒以内にロールギャップ調整を完了することができ、デジタル厚さプリセットシステムを装備し、仕様の切り替え効率を向上させます 60% まで。独自のセグメント化された冷却システムは、プレート温度に基づいて各セクションの冷却液の流れを自動的に調整し、ホットストレートニング中の新しい応力変形を防ぎます。完全に密閉されたギアボックスは、78dB未満の騒音レベルで、強制潤滑を採用しています。安全システムには、CE安全基準に準拠した、デュアル光電保護、過負荷アラーム、および非常停止インターロックが含まれています。マシンベースには防振パッドが装備されており、特別な基礎は必要ありません インストールします。
技術的なパラメータ: ワークロールdiameterΦ 120mm、バックアップロールdiameterΦ 180mm、スーパー研削 (Ra0.4μm) で仕上げられたロール表面。ストレートの精度は1.5mm/m (GB/T19804規格による) に達する可能性があり、くぼみを作成せずに0.5mmの薄さのステンレス鋼板をまっすぐにすることができます。モーターは、定格トルク286N・mのABB可変周波数モーターで、Flenderレデューサー (比率i = 31.5) とペアになっています。 油圧パワーユニットには、可変変位ピストンポンプ (流量40L/min) と空冷式ラジエーターが装備されています。電気制御システムは、シーメンスS7-1200 PLCを使用し、99セットのプロセスパラメータを格納します。電力要件: 380V/50Hz/3相、マシンのピーク消費電力は65kWです。操作環境温度: 0-40 °C、humidity ≤ 80%。オプションには、自動センタリング装置、形状測定システム、またはEPCエッジガイドが含まれます システムを使用します。
主にエレベータ装飾パネル (304ステンレス鋼) の精密レベリングに使用され、平坦度 ≤ 2mm/㎡が必要です。電力変圧器用のシリコン鋼板 (配向シリコン鋼) の応力救済矯正、磁区構造の改善。その後のスタンピングに適したブランクを提供するための自動車ボディパネル (DC04/DC06深絞り鋼) のプレストレート。2B/BA仕上げシートの表面仕上げ 食品機械用; 成形前にカーテンウォールを構築するためのアルミニウム複合パネル (3003H24) の平坦化。板金加工ラインでは、通常、巻き取りおよびレベリングラインの後、およびCNCパンチングマシンの前に配置され、精密板金部品の寸法安定性を確保するための重要な機器として機能します。







 RFQを投稿
RFQを投稿



 チャット
チャット












 すべてのカテゴリー
すべてのカテゴリー